

In recent years, with the widespread adoption of new concepts such as Industry 4.0 and advanced manufacturing, new technologies like the internet, artificial intelligence, big data, and industrial robots have emerged continuously and continuously achieved breakthroughs, pushing manufacturing to the forefront of a new round of major industrial transformation. Across the country, a scene of joyful bustling activity seems as if countless smart factories could be built overnight, as if introducing an MES system has enabled an upgrade in intelligent manufacturing. However, when a gust of wind passes, what remains behind the brilliant and colorful glory? And what turning point can it bring to the true rise of manufacturing?
Whether it's a new concept or a new technology, if it hasn't been tested in practice, it's probably just castles in the air. The application process of industrial big data is the best proof of this. With the development of technologies such as cloud computing, big data, and the Internet of Things, a major transformation driven by manufacturing transformation and upgrading has swept the world, led by Europe and the United States. Industrial big data is becoming an important means for global manufacturing to unlock value and drive transformation.
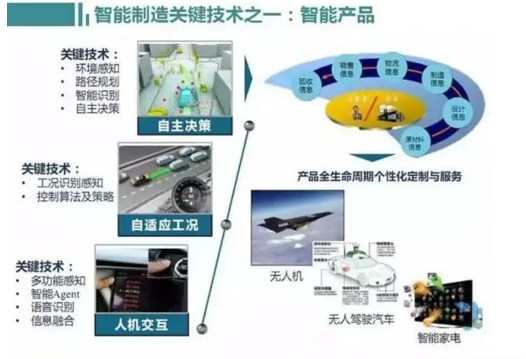
Yiwang Information constantly monitors the latest technological developments related to intelligent manufacturing, effectively applying these cutting-edge technologies in actual production, internalizing them as part of Yiwang's smart factory solutions, and providing intelligent upgrade services for manufacturing enterprises. Industrial big data is one of the key technologies in intelligent manufacturing. In Yiwang's solution, industrial big data is collected and processed through modules such as MES, WMS, SCM, and intelligent equipment, assisting decision-makers in achieving intelligent manufacturing at every stage throughout the entire lifecycle of product acquisition, product R&D, manufacturing, operation, service, and recycling, under scenarios such as intelligent design, production, networked collaborative manufacturing, intelligent services, and personalized customization. Among them, in the supply chain management segment, Yiwang's solution will introduce industrial big data technology applied in several areas: optimizing supply chain distribution systems and quickly responding to user demands. For example, during fresh food transportation, we use RFID, IoT, and mobile internet technologies to obtain complete product supply chain big data, tracking and monitoring the storage status, temperature, transport distance, and current environment of fresh and cold chain transport vehicles, and formulate timely and accurate strategies accordingly to minimize personnel and resource waste. By combining sales data with supplier databases, fresh produce enterprises can accurately analyze and predict the differences in demand for fresh products among different regional populations, achieving truly on-demand supply. By maintaining and updating the storage environment of fresh produce in real time, the overall efficiency of the supply chain is improved. Ultimately, a healthy and fresh fresh product appears on the customer's table, where customers score products and services comprehensively and provide real-time feedback to the manufacturer, forming a complete data loop. Through data analysis and forecasting, real-time demand forecasting and analysis gradually strengthen business operations and user experience.
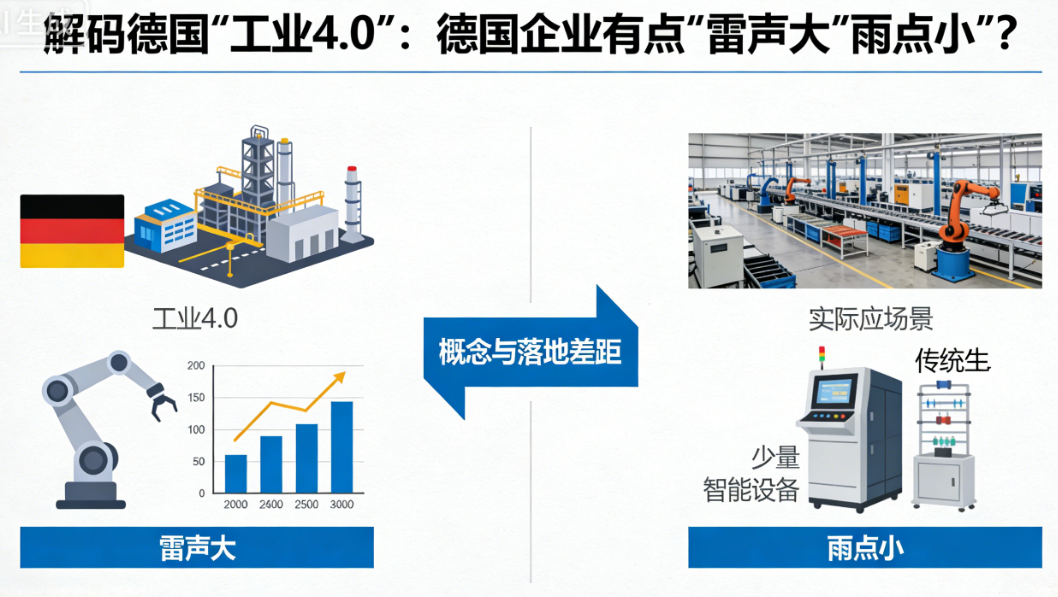
The application of industrial big data is to discover new patterns from complex datasets, uncover valuable information, thereby promoting product innovation, improving operational levels and operational efficiency, and expanding new business models for manufacturing enterprises. Currently, industrial big data in China is developing well, with manufacturing enterprises across the country actively participating. We are seeing the application of industrial big data continuously expanding throughout the entire production ecosystem. However, in the process of transforming into intelligent manufacturing, many difficulties still remain, and there is still a significant gap compared to European and American countries. How to accelerate the pace of achieving a new outcome, in the future, still requires everyone's joint efforts.

 Ningxia Wuzhong City Kaiyuan Avenue Jinji Industrial Park China Automation Industrial Park
Ningxia Wuzhong City Kaiyuan Avenue Jinji Industrial Park China Automation Industrial Park
Copy Right ? Wuzhong Instrument Co., Ltd. . All rights reserved Record Number:Ning ICP No. 16000574-3